GZPK seriyali avtomatik yuqori tezlikda aylanadigan planshet press mashinasi




Planshetlarni siqish tizimi
Siqish tizimi ikki bosqichdan, ya'ni oldingi siqish va asosiy siqishdan iborat jarayonni amalga oshiradi.Yilni strukturaning dizayni uzoq siqish vaqtini, barqaror ishlashini va og'ir yuk ostida deformatsiyaning yo'qligini ta'minlaydi, katta hajmdagi planshetlarni siqish jarayonida planshetning og'irligi aniqligini va planshetning qattiqligini sezilarli darajada ta'minlaydi va mashinaning silliq ishlashini va past shovqin darajasini kafolatlaydi.
Oziqlantirish tizimi
Ikki qavatli oziqlantiruvchining konfiguratsiyasi har bir planshet vaznini aniq nazorat qilishda muhim rol o'ynaydi, u changni qolip teshigiga optimal to'ldirishni ta'minlaydi, erkin oqadigan mahsulotlarni etarli darajada to'ldirmaslik, haddan tashqari chang va o'zaro ifloslanish kabi muammolarni bartaraf qiladi. oddiy planshet siqish mashinasida sodir bo'ladi.Ushbu oziqlantirish tizimi yuqori aniqlik va oson qismlarga ajratish bilan ajralib turadi.


Punch Turret
Yuqori aniqlikdagi planshet press minorasi korroziyaga chidamli materiallardan tayyorlangan bo'lib, zang va korroziyadan mukammal himoya qiladi.
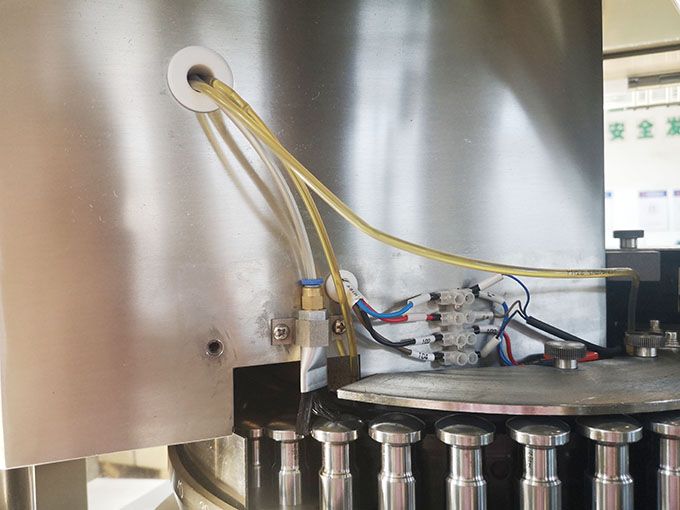
Avtomatik moylash tizimi
Avtomatik markazlashtirilgan soqol tizimining uchta to'plami markaziy moylash pompasi va tarqatish klapanlari bilan jihozlangan bo'lib, zımbalar, yo'naltiruvchi va siqish roliklarining to'liq moylanishini ta'minlaydi va planshetlarni yog'ning chayqalishi bilan ifloslanishidan himoya qiladi.
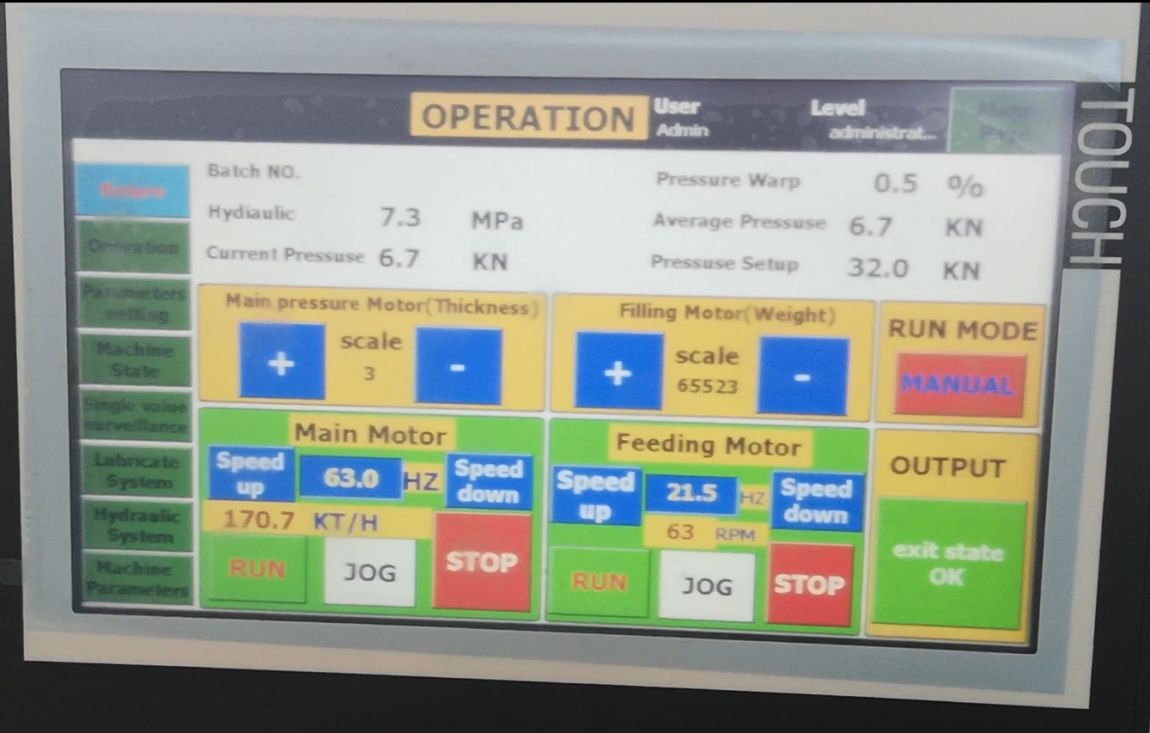
Inson-mashina interfeysi (HMI)
Inson-mashina interfeysi (HMI) to'ldirish chuqurligi, ish bosimi, planshet qalinligi va boshqa ishlab chiqarish parametrlarini ko'rsatish uchun Siemens 10 dyuymli rangli sensorli ekranni qabul qiladi, bu operatorga mashinani osongina boshqarish imkonini beradi.
Import qilingan yuqori aniqlikdagi Tedea-Huntleigh kuch datchiklari va kuchaytirgichlari bosimni sezish va uzatish tizimida real vaqt rejimida kuch monitoringi va tahlilini amalga oshirish uchun ishlatiladi, bu kukunni to'ldirish chuqurligini avtomatik ravishda sozlash va planshetlash jarayonini avtomatik boshqarish imkonini beradi.Bundan tashqari, asboblarning shikastlanishi va changni oziqlantirish holati kabi ko'plab o'zgaruvchilar ham real vaqt rejimida nazorat qilinadi, shu bilan himoyani maksimal darajada oshiradi, malaka darajasini oshiradi, shuningdek ishlab chiqarish xarajatlarini sezilarli darajada kamaytiradi.
| Model GZPK | 26 | 32 | 40 | |
| Stansiya raqami | 26 | 32 | 40 | |
| Imkoniyat (planshetlar/soat) | Maks. | 160 000 | 210 000 | 260 000 |
| Min. | 30 000 | 30 000 | 30 000 | |
| Aylanish tezligi (rpm) | Maks. | 102 | 105 | 105 |
| Min. | 11rps/daq | 11rps/daq | 11rps/daq | |
| Planshetning maksimal diametri | ph25 | ph16 | ph13 | |
| Asosiy bosim | 80KN | 80KN | 100KN | |
| Oldindan bosim | 20KN | 20KN | 20KN | |
| Maks.Yurish chuqurligi | 20 mm | 16 mm | 16 mm | |
| Dia.Die (mm) | 38.1 | 30.16 | 24.01 | |
| Musht uzunligi | 133,6 mm | 133,6 mm | 133,6 mm | |
| Asosiy dvigatel kuchi | 11KVt | 7,5 kVt | 7,5 kVt | |
| Hajmi | 930(+ 438)*850(+438)* 1945 yil | |||